
Requisitos de segurança para forjamento livre em plantas de forjamento
Fábrica de peças forjadas de graçaforjamentoprocessamento de peças forjadas, principalmente através de martelo de forja e prensa de dois tipos, fábrica de peças forjadas de precisão de Xin para introduzir os requisitos de operação de segurança do forjamento livre.
Antes do forjamento livre, a forja deve verificar cuidadosamente se os parafusos, porcas, pinos, etc. de cada peça de conexão de fixação estão soltos ou quebrados e se há rachaduras na combinação de bloco de bigorna, cabeça de martelo, haste de martelo e cunha inclinada antes de iniciar o martelo de forjamento. Se algum problema for encontrado, eles devem ser resolvidos a tempo e verificar a situação de lubrificação e alimentação de óleo. A alça de controle do golpe de ar deve ser colocada em uma posição vazia, e o pino de posicionamento é inserido e, em seguida, pode iniciar e esvaziar a operação por 3 a 5 minutos. O martelo de forjamento livre de vapor e ar deve excluir a água condensada no cilindro antes de iniciar, e a válvula de escape deve ser totalmente aberta antes do trabalho e, em seguida, abrir ligeiramente a válvula de admissão, de modo que o vapor através do sistema de tubulação de gás pré-aqueça a válvula de ar e, em seguida, abra lentamente a válvula de admissão e esvazie o pistão várias vezes.
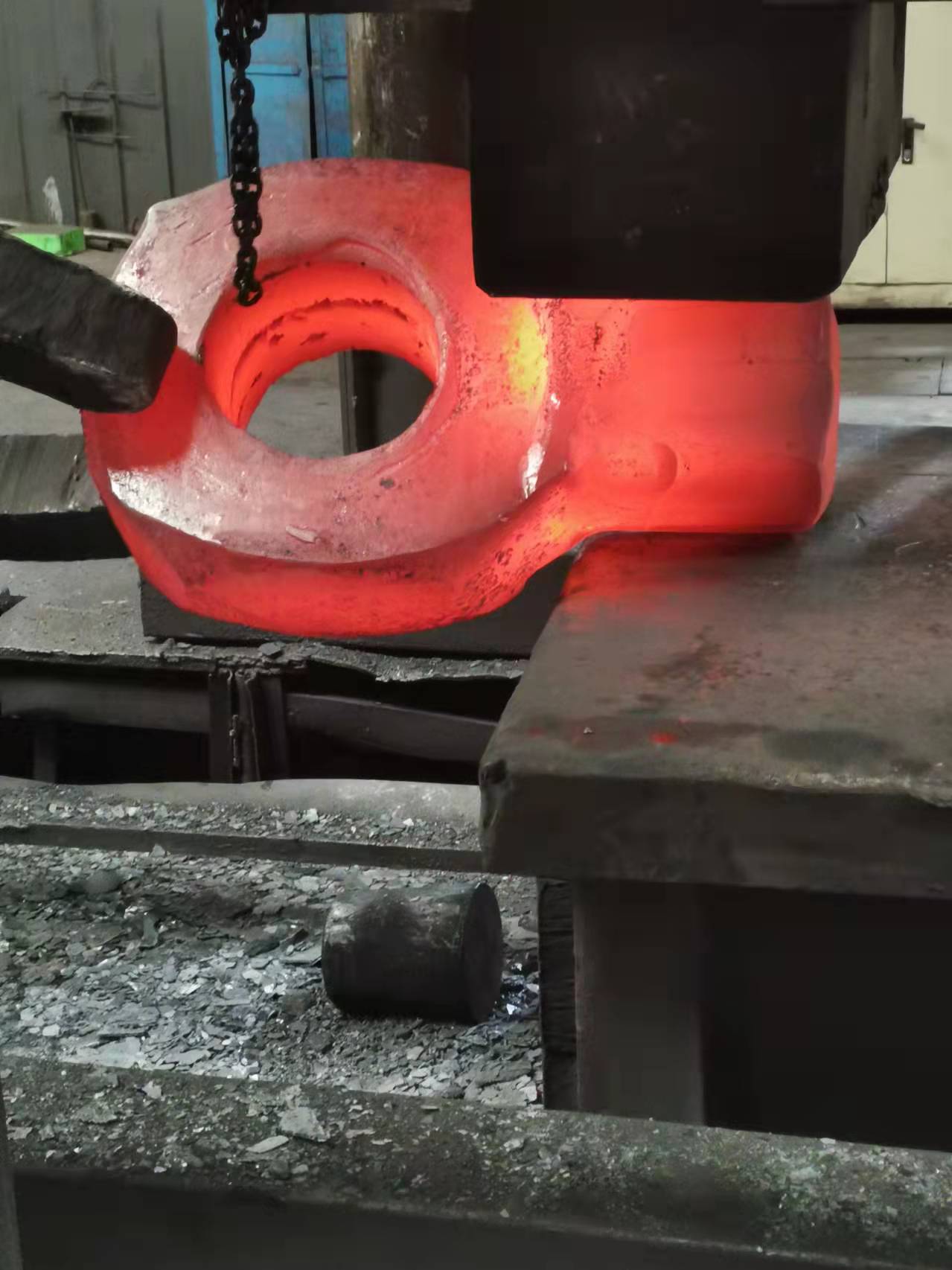
Fábrica de peças forjadas no inverno para pré-aquecer a haste do martelo, o martelo e o bloco da bigorna, a temperatura de pré-aquecimento é de 100 ~ 150â. Depois que o martelo forjado é iniciado, é necessário concentrar-se na operação de acordo com as instruções do palm fitter e os requisitos da operação, e prestar atenção à observação a qualquer momento. Se forem encontrados ruídos irregulares ou fenômenos anormais, como vazamento no cabeçote, a máquina deve ser parada imediatamente para manutenção. Evite forjamento excêntrico, golpe de ar ou ataque pesado na temperatura mais baixa, tarugo mais fino, a qualquer momento para remover a pele de óxido na bigorna, para não espirrar, ferir ou danificar a superfície da bigorna. Ao medir o tamanho da peça de trabalho ou trocar a ferramenta, o operador deve tirar o pé do pedal para evitar erros.
Após a conclusão do trabalho de forjamento, a cabeça do martelo deve ser abaixada suavemente, as válvulas de entrada e exaustão devem ser fechadas, o martelo pneumático abrirá o interruptor e o trabalho de mudança deve ser bem feito.
Antes do forjamento livre, a forja deve verificar cuidadosamente se os parafusos, porcas, pinos, etc. de cada peça de conexão de fixação estão soltos ou quebrados e se há rachaduras na combinação de bloco de bigorna, cabeça de martelo, haste de martelo e cunha inclinada antes de iniciar o martelo de forjamento. Se algum problema for encontrado, eles devem ser resolvidos a tempo e verificar a situação de lubrificação e alimentação de óleo. A alça de controle do golpe de ar deve ser colocada em uma posição vazia, e o pino de posicionamento é inserido e, em seguida, pode iniciar e esvaziar a operação por 3 a 5 minutos. O martelo de forjamento livre de vapor e ar deve excluir a água condensada no cilindro antes de iniciar, e a válvula de escape deve ser totalmente aberta antes do trabalho e, em seguida, abrir ligeiramente a válvula de admissão, de modo que o vapor através do sistema de tubulação de gás pré-aqueça a válvula de ar e, em seguida, abra lentamente a válvula de admissão e esvazie o pistão várias vezes.
Fábrica de peças forjadas no inverno para pré-aquecer a haste do martelo, o martelo e o bloco da bigorna, a temperatura de pré-aquecimento é de 100 ~ 150â. Depois que o martelo forjado é iniciado, é necessário concentrar-se na operação de acordo com as instruções do palm fitter e os requisitos da operação, e prestar atenção à observação a qualquer momento. Se forem encontrados ruídos irregulares ou fenômenos anormais, como vazamento no cabeçote, a máquina deve ser parada imediatamente para manutenção. Evite forjamento excêntrico, golpe de ar ou ataque pesado na temperatura mais baixa, tarugo mais fino, a qualquer momento para remover a pele de óxido na bigorna, para não espirrar, ferir ou danificar a superfície da bigorna. Ao medir o tamanho da peça de trabalho ou trocar a ferramenta, o operador deve tirar o pé do pedal para evitar erros.
Após a conclusão do trabalho de forjamento, a cabeça do martelo deve ser abaixada suavemente, as válvulas de entrada e exaustão devem ser fechadas, o martelo pneumático abrirá o interruptor e o trabalho de mudança deve ser bem feito.
Enviar consulta



X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade